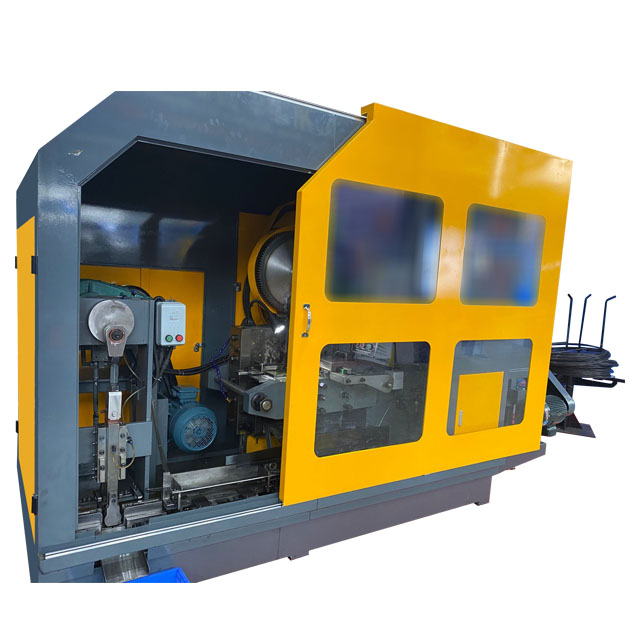





La máquina Ronen® Automatic 2 Die 2 Blow Powt Making es favorecida por muchos fabricantes. Forma el perno en blanco en dos pasos. El primer molde forma la forma inicial de la cabeza, mientras que el segundo molde completa la configuración final. No hay necesidad de usarlos por separado. Las materias primas se pueden producir sin supervisión continua.
La "máquina de fabricación de pernos de 2 golpes automático 2 es una máquina de formación de pernos de dos sopladores de dos moldes totalmente automática, diseñada específicamente para el procesamiento por lotes de los blancos de pernos. Puede manejar materiales de alambre con diámetros que varían de 3 a 12 milímetros, incluidos acero al carbono y acero inoxidable.
La máquina automática de fabricación de pernos de 2 golpes es un tipo especial de máquina de encabezado. Forma la cabeza del perno realizando dos procesos de estampado en el cable en blanco en dos troqueles separados. El primer estampado comienza el proceso molesto en el primer dado, lo que hace que el metal se reúna. El segundo estampado completa la formación final de la forma de la cabeza del perno en el segundo dado. En comparación con una sola máquina de estampado, este proceso de dos pasos puede producir cabezales de perno más complejos o más grandes.
La máquina de fabricación de pernos comienza con el cable desde la bobina. El alimentador automático guía el cable a través de la máquina de alisiones para eliminar las curvas. Luego, el mecanismo de corte corta el cable en espacios en blanco precisos. Estos espacios en blanco se transfieren inmediatamente al primer dado molesto. La longitud consistente del blanco es crucial para la cantidad apropiada de metal en los dos procesos de estampado.
En la máquina automática de fabricación de pernos de 2 golpes, los espacios en blanco cortados se alimentan en el primer dado. El primer golpe golpea el extremo del blanco, extruye en una forma inicial, generalmente una forma cónica o cilíndrica simple. Esta etapa "preferente" se reúne y redistribuye el metal, lo que hace que sea más fácil formar la forma final de la cabeza correctamente en la siguiente estación.
| Modelo | Unidad | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Estación de forja | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Fuerza de forja | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max. | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Max.Cur-Off Longitud | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasa de salida | PC/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.O. | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O. | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Golpe de ram | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potencia del motor principal | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| DIMS GENERALES. de corte cortado | mm | ∅30x45l |
∅35x50l |
∅35x50l |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| DIMS GENERALES. de golpes de perforación | mm | ∅40x90l |
∅45x90l |
∅45x125l |
∅53x115l |
∅53x115l |
∅60x130l |
∅60x130l |
∅60x229l |
| DIMS GENERALES. de la muerte principal | mm | ∅50x85l |
∅60x85l |
∅60x130l |
∅75x135l |
∅75x185l |
∅86x135l |
∅86x190l |
∅86x305l |
| Lanzamiento | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Aproximadamente peso | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Applicable bolt dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Vástago longitud de blanco | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Dims en general | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
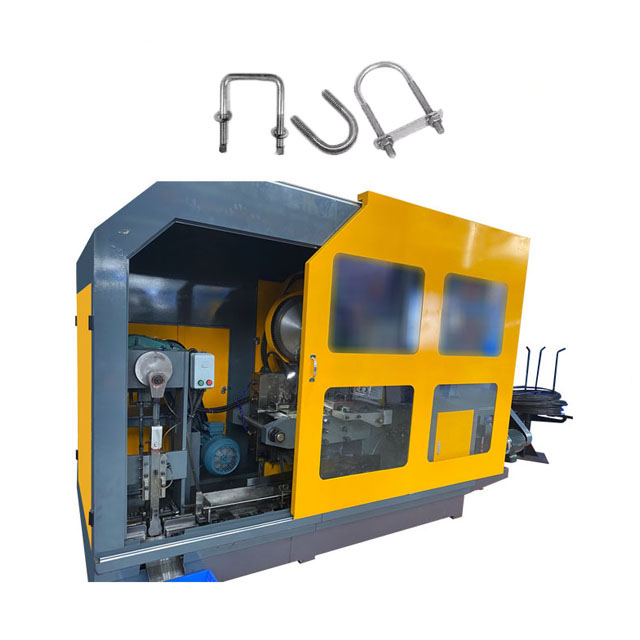
Los puntos de venta de la máquina automática de fabricación de pernos de 2 golpes son su automatización completa y alta eficiencia. Desde alimentar el material hasta cortar y formar, no se requiere intervención humana. Los trabajadores solo necesitan colocar el cable en la rejilla de alimentación y establecer los parámetros. La formación de la cabeza es más regular y no aparecerán defectos que puedan ocurrir durante una sola extrusión.