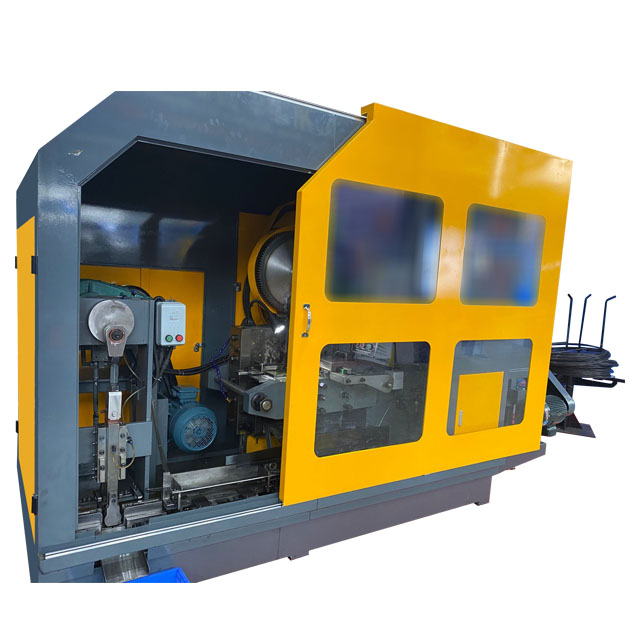





Ronen® Equipment For Bolts Headingr es su opción ideal para equipos de formación de sujetadores para fabricantes. Este equipo integra tecnología avanzada de cabezal en frío, es compatible con una variedad de materiales como acero al carbono y acero inoxidable, y puede procesar pernos de varios diámetros para satisfacer las diversas necesidades de los fabricantes.
Equipment For Bolts Headingr utiliza un sistema de servoaccionamiento para una fuerza de forjado precisa y controlada, evitando el agrietamiento y la deformación de los pernos y garantizando una alta tasa de rendimiento de los productos terminados. El diagnóstico inteligente de fallas reduce el riesgo de tiempo de inactividad.
La precisión de alimentación del equipo para cabezales de pernos se controla dentro de ±0,05 mm, lo que garantiza longitudes de corte constantes del alambre, lo que proporciona una garantía para la estabilidad dimensional del posterior conformado del cabezal. Además, el reemplazo del molde adopta una estructura de posicionamiento rápido y el tiempo de reemplazo se puede controlar en 20 minutos.
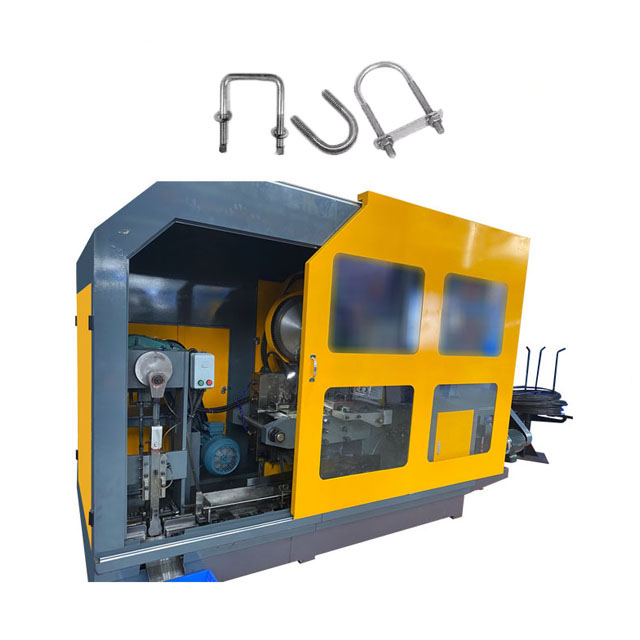
En el campo de la construcción de estructuras de acero, el equipo se utiliza principalmente para producir pernos de cabeza hexagonal grandes de alta resistencia y pernos de alta resistencia al corte torsional. Su proceso de forjado en frío crea un área de soporte suficiente en la cabeza del perno, lo que garantiza la estabilidad de las uniones bajo cargas de construcción.
Equipment For Bolts Headingr también se usa ampliamente en la industria automotriz para producir sujetadores clave, como pernos de motor y pernos de chasis. Al controlar con precisión los parámetros de forjado, se garantiza que los pernos no se aflojen en el entorno de vibración al conducir un vehículo.
| Especificación | Unidad | RNBF-63S | RNBF-85L | RNBF-105S | RNBF-135L | RNBF-165S | RNBF-205S |
| Número de estación | NO. | 5 | 5 | 5 | 5 | 5 | 5 |
| poder de forja | kilos | 40.000 | 80.000 | 90.000 | 130.000 | 200.000 | 350.000 |
| Diámetro máximo de corte |
milímetros | F8 |
Φ10 |
F12 |
F15 |
F18 |
F23 |
| Longitud máxima de corte | milímetros | 86 | 130 | 133 | 190 | 190 | 240 |
| Velocidad | Piezas/min | 120-200 | 95-160 | 90-150 | 60-105 | 50-80 | 45-75 |
| Accidente cerebrovascular PKO | milímetros | 12 | 26 | 20 | 30 | 35 | 46 |
| Golpe de KO | milímetros | 65 | 85 | 110 | 160 | 160 | 220 |
| Carrera del ariete principal | milímetros | 110 | 140 | 190 | 270 | 285 | 346 |
| Potencia del motor principal | kilovatios | 11 | 22 | 22 | 37 | 55 | 75 |
| Atenuaciones generales del troquel cortado | milímetros | Φ30*45L |
Φ35*62L |
Φ45*59L |
Φ63*69L |
Φ64*100L |
Φ75*120L |
| Atenuaciones generales del troquel del punzón | milímetros | Φ40*90L |
Φ45*115L |
Φ53*115L |
Φ60*130L |
Φ75*185L |
Φ90*215L |
| Atenuaciones generales del troquel principal | milímetros | Φ50*85L |
Φ60*120L |
Φ75*135L |
Φ86*190L |
Φ108*200L |
Φ125*240L |
| Paso de troquel | milímetros | 60 | 80 | 94 | 110 | 129 | 140 |
| Peso aprox. | kg | 10.000 | 16.000 | 20.000 | 31.000 | 52.000 | 40.000 |
| Aplicable | milímetros | 3-6 | 5-8 | 6-10 | 8-12.7 | 10-16 | 12-20 |
| longitud del mango del espacio en blanco | milímetros | 10-65 | 15-100 | 15-105 | 25-152 | 25-152 | 25-200 |
El principal punto de venta del equipo para pernos Headingr radica en su capacidad de formación integrada, que garantiza la continuidad de las fibras metálicas entre la cabeza y el vástago del perno, lo que mejora significativamente el rendimiento mecánico general del perno. Mientras tanto, el equipo adopta un modo de producción automatizado, lo que reduce los costos de mano de obra y es adecuado para escenarios de producción en masa de pernos a gran escala.