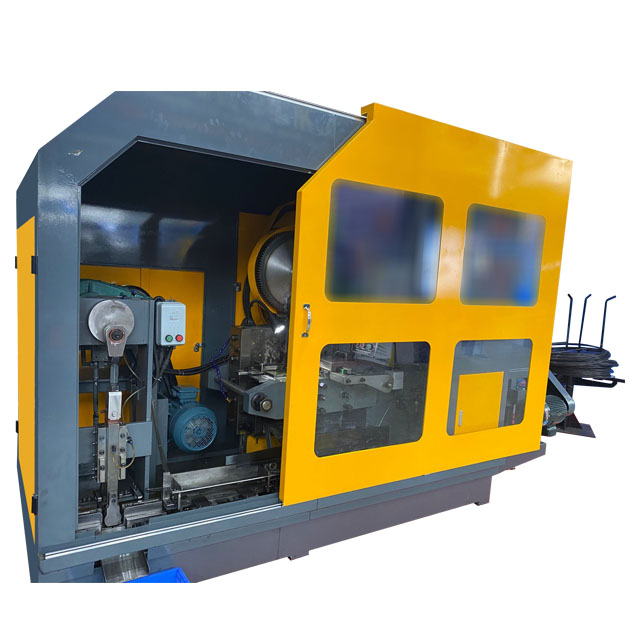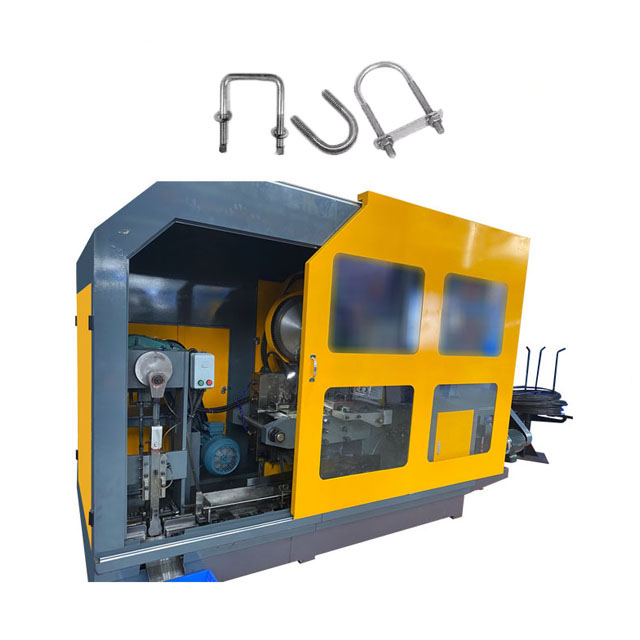





Muchos fabricantes prefieren la formadora de pernos de alta velocidad Ronen®. Puede transformar rápidamente alambre de metal en pernos en bruto. Completa la conformación de la cabeza del perno y el acabado de la varilla del eje de una sola vez. Solo necesita cargar el cable, configurar el tamaño y la máquina funcionará de manera estable sin paradas frecuentes.
La formadora de pernos de alta velocidad está diseñada específicamente para el procesamiento rápido de pernos en bruto. Primero, enderece y corte el alambre de metal. Luego, utilizando varios juegos de moldes, extruya continuamente la cabeza y el eje del perno. Todo el proceso está totalmente automatizado.
La formadora de pernos de alta velocidad es una máquina de cabezal en frío diseñada específicamente para lograr el máximo rendimiento de producción. Sus funciones básicas son las mismas que las de una máquina cabezaladora estándar (cortar alambre y formar cabezas de pernos), pero se ha optimizado para la velocidad del ciclo. El objetivo principal del diseño es producir una gran cantidad de pernos de cabeza en bruto por minuto, lo que lo hace adecuado para la producción en masa.
La máquina cuenta con un bastidor más pesado y robusto y un cigüeñal más resistente para soportar la mayor tensión causada por el funcionamiento rápido. El sistema de transmisión se diseñó teniendo en mente un diseño bien equilibrado, lo que resulta en una vibración mínima a altas velocidades. Su estructura robusta permite que la máquina funcione de manera confiable y confiable a su velocidad de ciclo máxima especificada sin riesgo de desgaste excesivo o mal funcionamiento.
Una de las características clave del formador de pernos de alta velocidad es su mecanismo de transmisión rápido y preciso. El diseño de los dedos o abrazaderas utilizados para mover los pernos entre varias estaciones de cabeza tiene como objetivo lograr un movimiento mínimo y un arranque rápido. El momento de la transmisión es crucial para lograr una operación de alta velocidad, ya que cualquier retraso entre estaciones limitará la productividad general.
| Modelo | Unidad | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Estación de forja | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| fuerza de forja | kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diámetro máximo de corte | milímetros |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Longitud máxima de corte | milímetros | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasa de salida | unidades/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | milímetros | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | milímetros | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Carrera del ariete principal | milímetros | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potencia del motor principal | kilovatios | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Atenuaciones generales del troquel cortado | milímetros |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Atenuaciones generales del troquel del punzón | milímetros |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Atenuaciones generales del troquel principal | milímetros |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Paso de troquel | milímetros | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Peso aprox. | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Applicable bolt dia | milímetros | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Longitud del mango del espacio en blanco | milímetros | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Se atenúa en general | milímetros | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Las características clave de la formadora de pernos de alta velocidad son su rápido cambio de molde y su alta estabilidad. El cuerpo está hecho de hierro fundido grueso. Durante la operación a alta velocidad, causa poca vibración y no causa que la cabeza del perno se distorsione debido a las sacudidas. Asegúrese de que el peso y el tamaño de cada pieza de material sean uniformes, de modo que no sean necesarios más ajustes durante el procesamiento posterior de los hilos.