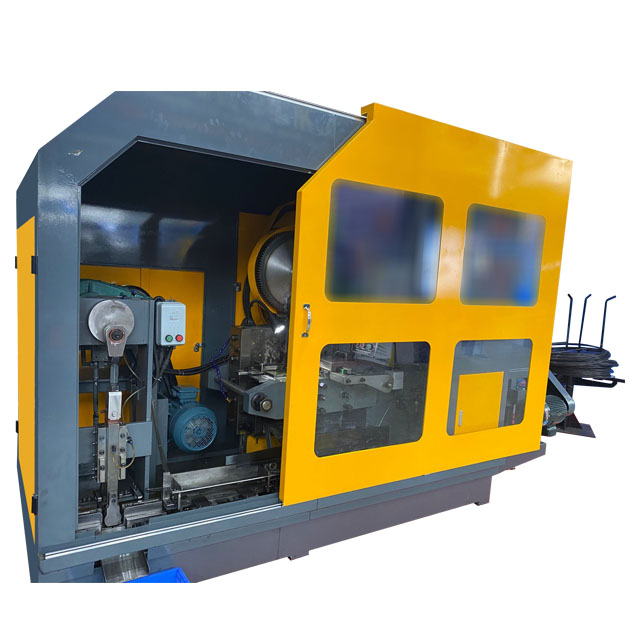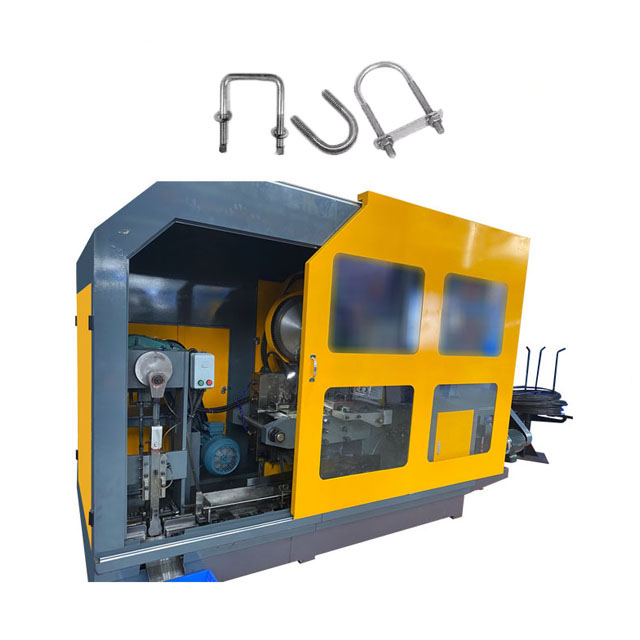



La máquina formadora de tuercas con estación Ronen®6 da forma a espacios en blanco en seis pasos: corte de alambre, recalcado, conformado inicial, conformado hexagonal, recorte y pulido final. No es necesario mover espacios en blanco entre moldes; Los operadores no realizan un seguimiento continuo, lo que es ideal para el proveedor.
La máquina formadora de tuercas de 6 estaciones utiliza seis estaciones de extrusión en frío consecutivas para transformar gradualmente el alambre de metal en una tuerca en bruto. Los moldes de cada puesto de trabajo son independientes. Si un molde se daña, simplemente reemplace ese en lugar del conjunto completo. Esto puede ahorrar mucho dinero en moldes.
La máquina para fabricar nueces produce nueces en seis pasos. Primero se corta un alambre de acero y luego se envía a cada estación de trabajo. Diferentes herramientas dan forma a la pieza en bruto, le dan forma de hexágono, perforan agujeros y roscan, y finalmente transforman una pieza simple en forma de bloque en una tuerca terminada. No se requiere intervención manual.
La máquina formadora de tuercas de 6 estaciones utiliza el proceso de forjado en frío, que permite moldear el metal sin necesidad de calentarlo. Este proceso hace que las nueces sean más resistentes y reduce el consumo de energía. Debido a que forma las nueces reemplazando el metal en lugar de cortarlo, la cantidad de desechos generados también es muy pequeña.
El mantenimiento de la máquina formadora de tuercas suele implicar el punzón y el molde. Estos componentes se desgastarán debido a la alta presión durante el conformado del metal y deberán reemplazarse periódicamente. Para producir nueces estables y de alta calidad, es necesario mantener el molde en buenas condiciones.
| Especificación | Unidad | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Estación de forja | No. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Diámetro máximo de corte | milímetros | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Longitud de salida | milímetros | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Paso de matrices | milímetros | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Poder de forja | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Tamaño de producción |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Producción | min/piezas | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motor principal | CV | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motor de lubricación | CV | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubricante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Peso aproximado | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
El punto de venta de la máquina formadora de tuercas de 6 estaciones es el "acabado de estaciones múltiples", que le permite producir tuercas un poco más complejas sin la necesidad de procesos adicionales. Por ejemplo, nueces con pequeños escalones y nueces con patrones antideslizantes en los bordes. La longitud de los lados opuestos de la tuerca hexagonal se puede controlar con un error de 0,06 milímetros y no se atascará al apretar el perno.