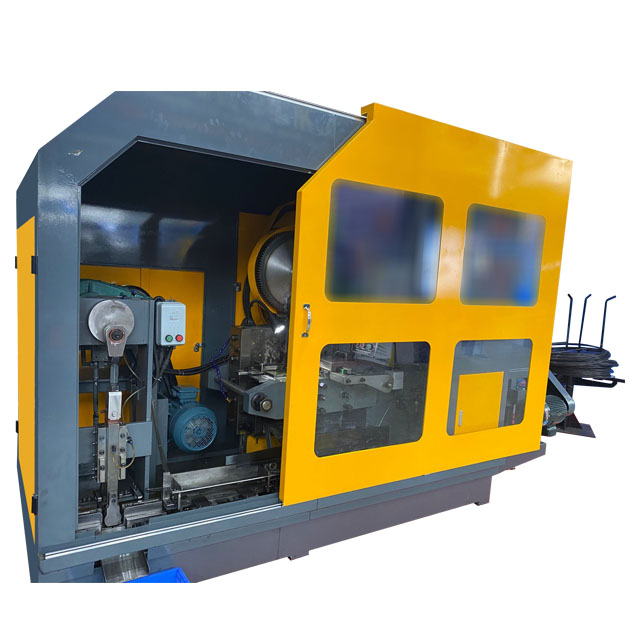




La máquina formadora de pernos de 3 estaciones de forjado en frío Ronen® es un activo esencial para los proveedores, ya que completa la formación de pernos mediante tres pasos de forjado en frío: recalcar la pieza en bruto, darle forma a la cabeza y recortar el exceso. Simplemente cargue el alambre de acero, configure la estación y la máquina funcionará automáticamente.
La máquina formadora de pernos de 3 estaciones de forjado en frío utiliza el método de extrusión en frío para transformar gradualmente el alambre de metal en pernos en bruto a través de tres estaciones diferentes. Las tres estaciones de trabajo tenían responsabilidades claramente definidas y el producto final era un perno en bruto con una cabeza completa.
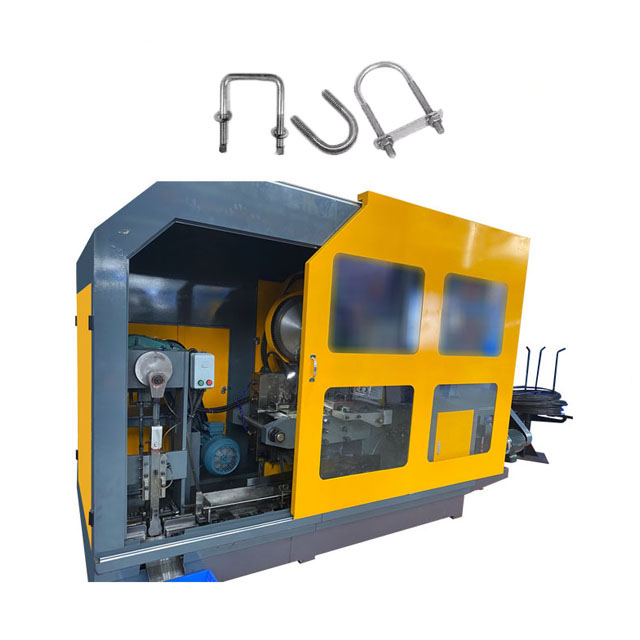
La máquina formadora de pernos de 3 estaciones de forjado en frío es una máquina de forjado en frío de múltiples estaciones que forma cabezas de pernos a través de tres procesos consecutivos. Los trozos de alambre cortados se transportan a tres moldes diferentes. En cada estación, el punzón golpea la pieza en bruto, forjando gradualmente el metal y finalmente formando una cabeza de perno completa. En comparación con máquinas con menos estaciones, esto permite formar geometrías de cabeza de perno más complejas.
Primero, introduzca el cable de la bobina en la máquina formadora de pernos de 3 estaciones de forjado en frío. El cable pasa a través del dispositivo enderezador para asegurar que esté completamente recto. Luego, la máquina cizalladora lo corta en espacios en blanco de longitudes específicas. La consistencia de los espacios en blanco es de suma importancia ya que puede proporcionar la cantidad precisa de metal necesaria para las tres etapas de formación.
En la primera estación de la máquina, los espacios en blanco cortados son presionados por el punzón. El proceso de recalcado inicial comienza aquí, reuniendo el metal en un extremo de la pieza en bruto para formar una forma preformada básica y rugosa. Esta etapa prepara para la conformación más precisa en las estaciones posteriores.
| Modelo | Unidad | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Estación de forja | NO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| fuerza de forja | kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diámetro máximo de corte | milímetros | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Longitud máxima de corte | milímetros | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Tasa de salida | unidades/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| PKP Accidente cerebrovascular | milímetros | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | milímetros | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Carrera del ariete principal | milímetros | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potencia del motor principal | kilovatios | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Atenuaciones generales del troquel cortado | milímetros | ø30x45L | ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Atenuaciones generales del troquel del punzón | milímetros | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Atenuaciones generales del troquel principal | milímetros | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Paso de troquel | milímetros | 60 | 70 | 70 | 90 | 94 | 110 |
110 |
110 |
| Peso aprox. | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Applicable bolt dia | milímetros | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Longitud del mango del espacio en blanco | milímetros | 10-65 | 10-65 | 15-90 | 15-100 | 20-152 | 20-100 | 20-160 | 50-220 |
| Se atenúa en general | milímetros | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
La característica de la máquina formadora de pernos de 3 estaciones de forjado en frío es que sus posiciones de trabajo son ajustables y tiene una gran adaptabilidad. La presión aplicada en cada estación de trabajo y la posición del molde se pueden ajustar de forma independiente. El molde es de tipo dividido y no requiere un reemplazo completo, ahorrando así el costo del molde.
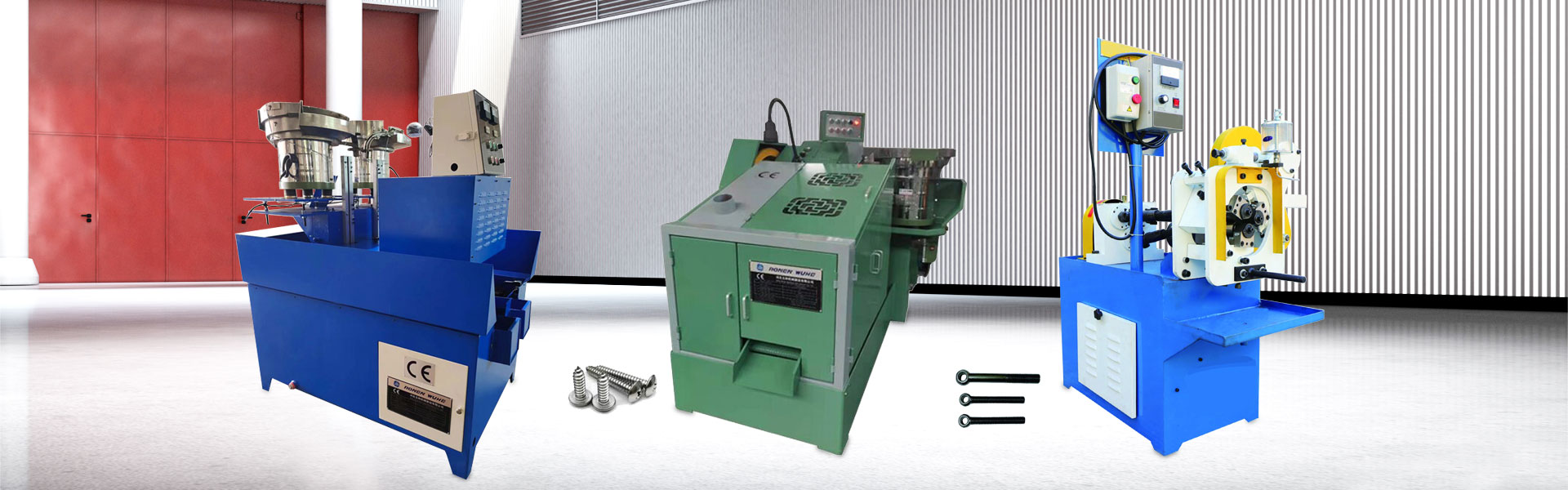
 3 troqueles 3 debajo de la máquina de cabezal en frío de pieza de perno
3 troqueles 3 debajo de la máquina de cabezal en frío de pieza de perno 4 troqueles 4 debajo de la máquina de forja en frío de pernos
4 troqueles 4 debajo de la máquina de forja en frío de pernos 5 troqueles 5 debajo de la máquina de conformado en frío de piezas de pernos
5 troqueles 5 debajo de la máquina de conformado en frío de piezas de pernos Máquina de fabricación de pernos
Máquina de fabricación de pernos Máquina formadora de pernos de 7 estaciones de forja en frío
Máquina formadora de pernos de 7 estaciones de forja en frío Máquina formadora de pernos de 5 estaciones de forja en frío
Máquina formadora de pernos de 5 estaciones de forja en frío