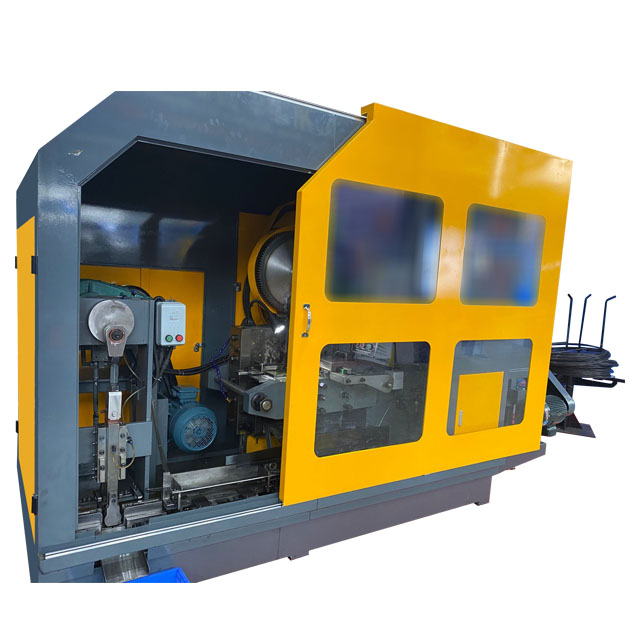



Ronen®, el fabricante, produce la máquina automática para fabricar pernos de 4 troqueles y 4 soplados, que forma pernos en bruto mediante cuatro pasos de molde y cuatro procesos de forjado: corte de alambre, recalcado, formación de cabezas y recorte final. Los operadores sólo necesitan controles de producción ocasionales, no una vigilancia constante.
La máquina automática para fabricar pernos de 4 troqueles y 4 soplados utiliza cuatro juegos de moldes y cuatro procesos de estampado consecutivos para transformar automáticamente alambre de metal en espacios en blanco para pernos. Durante el proceso de producción no es necesario que intervengan trabajadores. Las máquinas completarán todo el proceso por sí solas.
La máquina para fabricar pernos procesa el alambre metálico para convertirlo en pernos en cuatro pasos. Corta una sección del alambre metálico y luego lo introduce en cuatro estaciones. En cada estación, el punzón presionará el alambre metálico para formar diferentes partes del perno, como la cabeza o la punta del perno. Finalmente, se produce un perno terminado.
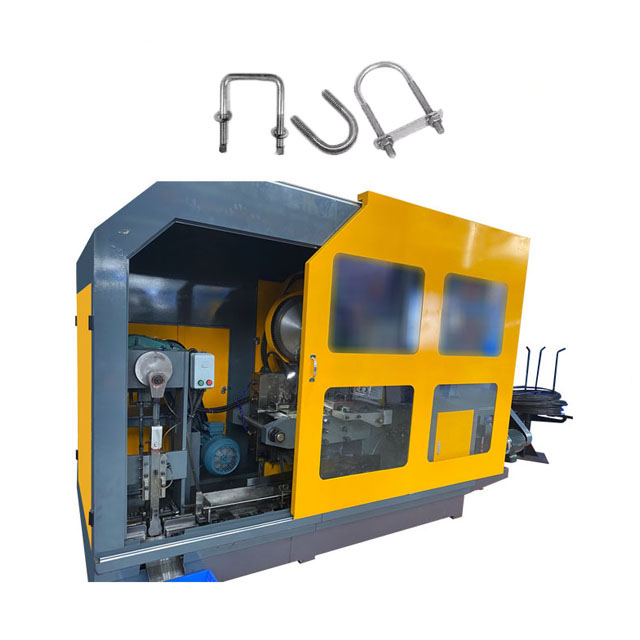
Coloque una bobina de alambre de acero en la máquina automática para fabricar pernos de 4 troqueles y 4 sopladores. Durante el procesamiento, la máquina primero endereza el alambre de acero, luego lo corta en longitudes preestablecidas y finalmente le da forma mediante un procesamiento continuo para fabricar pernos terminados. Este proceso automatizado está diseñado para producir eficientemente una gran cantidad de pernos. Este proceso combina lo que solían ser múltiples pasos separados en una operación continua en una sola máquina.
La máquina para fabricar pernos alimentará directamente el material. El primer troquel corta el alambre y forma la forma inicial de la cabeza. El segundo troquel da forma a la cabeza más claramente (como los bordes de una cabeza hexagonal). La tercera matriz procesa la pieza de varilla (pasos simples o reducción de diámetro). El cuarto troquel termina la cabeza y la parte de la varilla y, finalmente, la pieza en bruto terminada se envía automáticamente.
| Modelo | Unidad | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Estación de forja | NO. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| fuerza de forja | kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Diámetro máximo de corte. | milímetros | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Longitud máxima de corte | milímetros | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Tasa de salida | unidades/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | milímetros | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | milímetros | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Carrera del ariete principal | milímetros | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Potencia del motor principal | kilovatios | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Atenuaciones generales del troquel cortado | milímetros | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Atenuaciones generales del troquel del punzón | milímetros | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Atenuaciones generales del troquel principal | milímetros | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Paso de troquel | milímetros | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Peso aprox. | Tonelada | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Applicable bolt dia | milímetros | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Longitud del mango del espacio en blanco | milímetros | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| En general se oscurece. | milímetros | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
El punto de venta de la máquina automática para fabricar pernos de 4 troqueles y 4 sopladores es "completamente automática + conformado de cuatro moldes". Es muy eficiente y ahorra mano de obra. Desde la perspectiva de los efectos del proceso, el proceso de cuatro moldes y cuatro soplados puede producir productos con mayor precisión que el proceso de dos moldes y dos soplados mediante un control de moldeo más preciso. La transición del arco de la cabeza del perno de cabeza redonda es uniforme y continua sin desviación obvia; la estructura hexagonal del perno de cabeza hexagonal es bien simétrica y el error dimensional de cada lado es controlable. No es necesario realizar una molienda posterior y la tasa de desperdicio es menor.

 3 troqueles 3 debajo de la máquina de cabezal en frío de pieza de perno
3 troqueles 3 debajo de la máquina de cabezal en frío de pieza de perno 4 troqueles 4 debajo de la máquina de forja en frío de pernos
4 troqueles 4 debajo de la máquina de forja en frío de pernos 5 troqueles 5 debajo de la máquina de conformado en frío de piezas de pernos
5 troqueles 5 debajo de la máquina de conformado en frío de piezas de pernos Máquina de fabricación de pernos
Máquina de fabricación de pernos Máquina formadora de pernos de 3 estaciones de forja en frío
Máquina formadora de pernos de 3 estaciones de forja en frío Máquina formadora de pernos de 7 estaciones de forja en frío
Máquina formadora de pernos de 7 estaciones de forja en frío